

Nitowanie to jedna z tych metod łączenia, które wyglądają prosto, ale wymagają precyzji. Jeśli zastanawiasz się, jak się nituje, ten poradnik rozwieje wątpliwości – od podstaw działania po konkretne błędy, których lepiej nie popełniać. Pokażemy Ci, na czym polega nitowanie, czym różni się wersja ręczna od przemysłowej i jak dobrać elementy, żeby połączenie było trwałe. Bez zbędnej teorii. Sama praktyka, liczby i konkret.
Spis treści
- Co to jest nitowanie i na czym polega w praktyce?
- Jak się nituje krok po kroku? Instrukcja nitowania ręcznego
- Jak dobrać nit i narzędzie, żeby połączenie było naprawdę trwałe?
- Nitowanie czy spawanie – co wybrać i dlaczego?
- Najczęstsze błędy przy nitowaniu. Jak ich uniknąć?
- Najczęstsze pytania o proces nitowania
- Jak się nituje krok po kroku?
- Co to jest nitowanie i do czego się je stosuje?
- Czy nitowanie jest mocniejsze od spawania?
- Jak nitować ręcznie, żeby uniknąć błędów?
- Jak dobrać odpowiedni nit do materiału?
- Czy nitowanie może być szczelne?
- Jakie są najczęstsze błędy przy nitowaniu?
- Czy nitowanie jest opłacalne w produkcji seryjnej?
- Najczęstsze pytania o proces nitowania
Co to jest nitowanie i na czym polega w praktyce?
Nitowanie to mechaniczne, trwałe łączenie dwóch lub więcej elementów przy użyciu nitu, który po odkształceniu tworzy nierozłączne połączenie pracujące głównie na ścinanie.
Brzmi technicznie? W praktyce chodzi o to, że wkładasz nit w przygotowany otwór i deformujesz go tak, aby „złapał” materiał od drugiej strony. Gotowe. Bez spawania. Bez gwintowania. Bez ciepła.
To właśnie brak obróbki termicznej sprawia, że nitowanie jest tak popularne w branżach, gdzie odkształcenia materiału są niedopuszczalne – np. w lotnictwie czy motoryzacji. Samoloty Airbus i Boeing mają na pokładzie miliony nitów, a wieża Eiffla – około 2,5 mln połączeń nitowanych. To nie jest przestarzała metoda. To sprawdzona technologia.
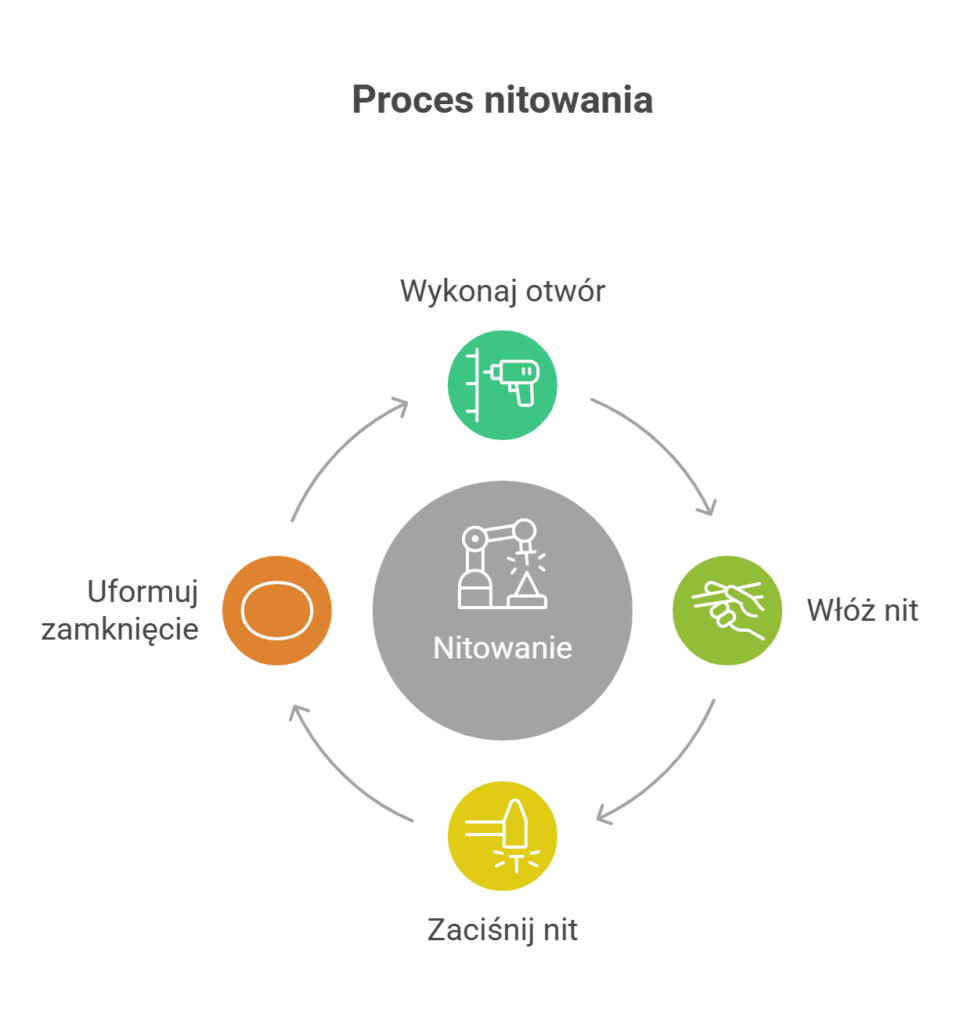
Proces wygląda tak:
- wykonanie otworu o średnicy zgodnej z nitem (tolerancja ±0,1 mm),
- włożenie nitu,
- zaciśnięcie nitownicą ręczną, pneumatyczną lub akumulatorową,
- deformacja trzpienia i utworzenie zamknięcia po drugiej stronie.
W HS Technik często podkreślamy, że skuteczność nitowania zaczyna się nie od narzędzia, ale od doboru właściwego elementu złącznego. W przemyśle coraz częściej stosuje się np. nitonakrętki ze stali nierdzewnej, gdy wymagane jest połączenie odporne na korozję i drgania. To szczególnie ważne w branży automotive czy w konstrukcjach zewnętrznych.
Chcesz pójść krok dalej i zrozumieć sam mechanizm narzędzia, sprawdź nasz wpis jak działa nitownica. Wyjaśniamy tam dokładnie, co dzieje się z trzpieniem podczas zacisku i od czego zależy siła oraz jakość połączenia.
Jak się nituje krok po kroku? Instrukcja nitowania ręcznego
Nitowanie ręczne polega na umieszczeniu nitu w otworze i zaciśnięciu go przy użyciu nitownicy ręcznej, co powoduje trwałe odkształcenie i zakleszczenie elementu. Jeśli chcesz wiedzieć, jak nitować ręcznie, zapamiętaj trzy rzeczy: precyzja otworu, docisk elementów i stan narzędzia.
Krok 1 to przygotowanie otworu. Otwór musi mieć właściwą średnicę. Zbyt duży powoduje luz, zbyt mały – deformację łba. To najczęstszy błąd. Krok 2 – dopasowanie długości nitu. Trzpień powinien wystawać 1–3 mm ponad łączony pakiet. Za krótki nit nie utworzy prawidłowej zakuwki. Za długi – zdeformuje się niekontrolowanie. Ostatni krok to docisk i prostopadłość. Nitownica musi być ustawiona prostopadle do powierzchni, a elementy dociśnięte do siebie przed zaciskiem.
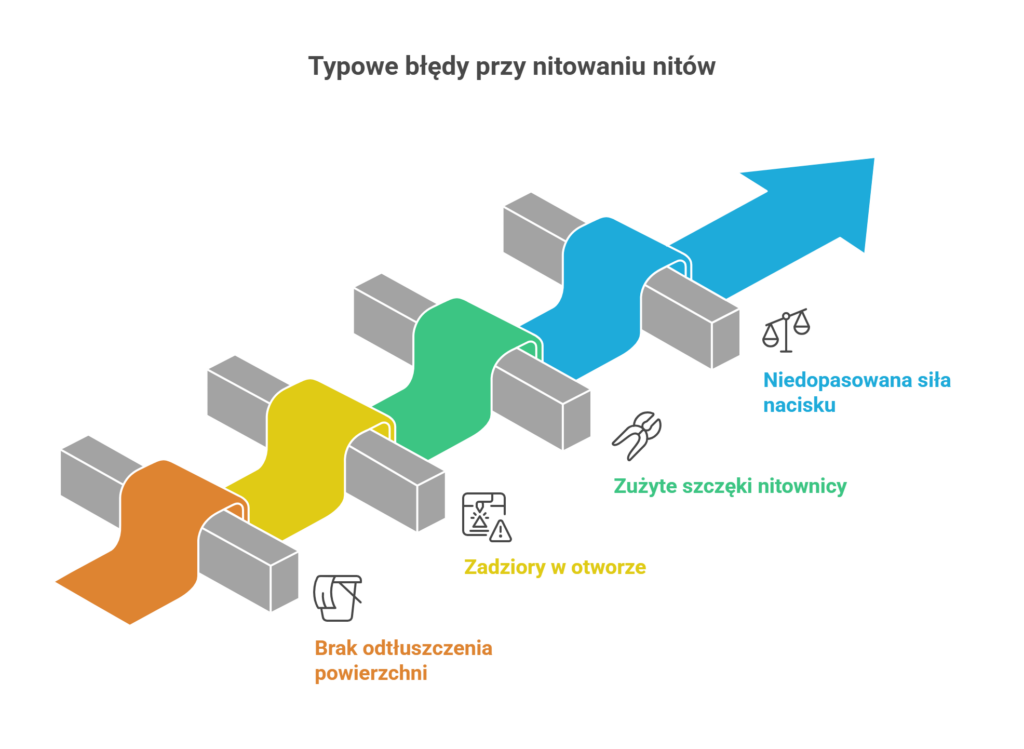
Typowe błędy przy nitowaniu nitów:
- brak odtłuszczenia powierzchni,
- zadziory w otworze,
- zużyte szczęki nitownicy,
- niedopasowana siła nacisku.
Jeśli zależy Ci na szczelności połączenia – np. w obudowach maszyn – rozwiązaniem są nitonakrętki szczelne, które eliminują ryzyko przecieku. To szczególnie ważne w przemyśle spożywczym i energetycznym.
W HS Technik sugerujemy zawsze test próbny – jedno połączenie kontrolne pozwala ocenić siłę ścinania i jakość deformacji. Lepiej stracić jeden element niż całą serię produkcyjną.
HS TECHNIK
Zaufaj doświadczeniu w dostawach dla przemysłu
Wybierz dostawcę, który gwarantuje jakość, terminowość i techniczne wsparcie.
HS Technik to pewność, że Twoja produkcja działa bez przestojów.
Jak dobrać nit i narzędzie, żeby połączenie było naprawdę trwałe?
Dobór nitu zależy od grubości pakietu, materiału oraz rodzaju obciążenia – głównie ścinającego lub rozciągającego. To moment, w którym wiele osób popełnia błąd. Nitowanie nie polega na „wzięciu pierwszego lepszego nitu z pudełka”.
Zwróć uwagę na:
- materiał – aluminium do lekkich konstrukcji, stal do twardych, nierdzewna do środowisk agresywnych,
- średnicę – im większa, tym większa odporność na ścinanie,
- typ kołnierza – płaski, stożkowy lub mini.
W zastosowaniach, gdzie liczy się estetyka i zlicowanie z powierzchnią, stosuje się nitonakrętki stożkowe, które chowają się w materiale. Jeśli przestrzeń montażowa jest ograniczona, sprawdzają się mini nitonakrętki stożkowe – kompaktowe, ale nadal wytrzymałe. Przy konstrukcjach o większej powierzchni styku lepiej wybrać nitonakrętki płaskie, które rozkładają nacisk na większym obszarze.
A narzędzie?
- ręczne – do prac serwisowych i warsztatowych,
- pneumatyczne (6–7 bar) – do produkcji seryjnej,
- akumulatorowe – mobilność bez kompresora.
W HS Technik, jako firma zajmująca się zaopatrzeniem przemysłu, często widzimy, że właściwy dobór narzędzia skraca czas montażu nawet o 30–40% przy większych seriach. To realna oszczędność.
Zastanawiasz się, jaką nitownicę kupić, żeby pasowała do Twojego materiału i skali pracy? Sprawdź nasz osobny poradnik, w którym porównujemy modele ręczne, pneumatyczne i akumulatorowe oraz podpowiadamy, na co zwrócić uwagę przed zakupem.
Nitowanie czy spawanie – co wybrać i dlaczego?
Nitowanie jest tańsze i nie powoduje odkształceń cieplnych, natomiast spawanie zapewnia większą wytrzymałość na rozciąganie. To podstawowa różnica.
| Kryterium | Nitowanie | Spawanie |
|---|---|---|
| Rodzaj obciążenia | Pracuje głównie na ścinanie | Mocniejsze przy obciążeniach osiowych (rozciąganie) |
| Wpływ temperatury | Nie osłabia struktury materiału przez temperaturę | Generuje odkształcenia termiczne |
| Łączenie różnych materiałów | Umożliwia łączenie różnych materiałów (np. stal + aluminium) | Łączenie różnych materiałów jest utrudnione lub wymaga specjalnych technik |
| Koszt w produkcji seryjnej | Niższy koszt jednostkowy przy dużych seriach | Wyższy koszt energii i przygotowania stanowiska |
| Wymagania stanowiskowe | Nie wymaga specjalistycznego przygotowania stanowiska spawalniczego | Wymaga energii, sprzętu i odpowiedniego przygotowania stanowiska |
W przemyśle motoryzacyjnym nitowanie dominuje tam, gdzie liczy się lekkość konstrukcji. Każdy gram ma znaczenie – redukcja masy przekłada się na mniejsze zużycie paliwa. W wielu przypadkach wybór nitu wynika nie z mody, ale z matematyki kosztów i wydajności.
Najczęstsze błędy przy nitowaniu. Jak ich uniknąć?
Najczęstsze błędy przy nitowaniu wynikają z nieprawidłowego doboru średnicy otworu, długości nitu oraz braku docisku elementów.
Lista problemów, które widzimy najczęściej:
- otwór większy niż zalecany – powoduje luz,
- brak osiowości – nit pracuje pod kątem,
- zbyt słaba nitownica przy twardym materiale,
- ignorowanie warunków środowiskowych (wilgoć, korozja).
Mit, który nadal krąży? Że nitowanie to metoda „z dawnych lat”. Tymczasem globalny rynek sprzętu do nitowania w lotnictwie osiągnął w 2024 roku wartość 115 mld USD i nadal rośnie. Technologia się zmienia – pojawiają się nity kompozytowe, automatyczne systemy z kontrolą nacisku, a nawet integracja z systemami monitorującymi obciążenie. Nitowanie nie znika. Ono ewoluuje.
Jeśli zastanawiasz się, jak się nituje w konkretnym zastosowaniu produkcyjnym – sugerujemy skonsultować projekt pod kątem materiału, obciążeń i warunków pracy. W HS Technik codziennie pomagamy dobrać właściwe rozwiązanie, tak aby połączenie było trwałe, powtarzalne i ekonomiczne. Bo dobre nitowanie to nie przypadek. To precyzja.
Najczęstsze pytania o proces nitowania

Niezależna ekspertka w zakresie technologii montażu, logistyki przemysłowej i zarządzania jakością. Pasjonatka nowych technologii w przemyśle, od lat opisuje najważniejsze trendy w produkcji i logistyce. Autorka licznych artykułów technicznych publikowanych w mediach branżowych. Na blogu HS Technik dzieli się wiedzą, analizami oraz inspiracjami dotyczącymi zastosowania elementów złącznych i nowoczesnych rozwiązań wspierających efektywność produkcji.

{kind=link}